尖端压缩
作者:Ariel 公司压缩机工艺市场和销售总监格雷格·菲利普
北美往复式工艺气压缩机市场并不像本世纪前十年那样强劲,主要原因是炼油厂对氢的需求没有增长。这是“页岩革命”的结果。页岩井生产的原油质轻脱硫,加工成低硫汽油和低硫柴油所需的氢较少。在前十年中,炼油商致力于生产超低硫柴油(ULSD,含硫量 15 ppm)和 3 级低硫汽油(含硫量 10 ppm)的项目,从而造成对氢的需求,因此氢压缩量大幅增加。许多较小的炼油商尚未配置生产 3 级汽油的设施,原因是他们通过购买和使用美国环保署发放的 3 级汽油信用额度,推迟了资本支出。最终,3 级汽油的生产将创造对氢和氢压缩的额外需求。同样在前十年中,许多炼油厂正在进行重组,以加工更多的重质含硫原油,因为它可以以折扣价出售。现在,炼油商正在花费资金重组它们的设施,以加工更多轻质低硫原油,因为这种原油是本地的,易于获得,而且可以以低于世界价格的价格出售。
目前,美国下游石化市场正进行大量投资,这同样是页岩革命的结果,但针对的是天然气而非原油。美国天然气和液化天然气储量过剩,因此它们价格低廉,且应在相当长的一段时间内应保持低价。天然气需求必须大幅增长,才能赶上供应量并使得价格上涨。这为石化公司创造了一个非常有吸引力的环境,因为他们使用天然气作为燃料,并将天然气和液化天然气作为原料。然而,这些设施中的大多数工艺气压缩应用将采用离心式而非往复式压缩机,因为这些应用往往具有更高的功率,并且压缩更重的摩尔重量气体。高摩尔重量的气体是离心压缩机的理想选择,而低摩尔重量的气体(氢气)则不是。
鉴于目前油气行业所处的低价环境,随着对减少资本支出的关注,橇装短冲程中速往复式压缩机在北美工艺气应用中变得更为普遍。在长冲程低速往复式压缩机主导市场的今天,使用内置车间而不是现场压缩模块(橇)的概念随着市场份额的增加而得到认可。短冲程中速往复式压缩机因其尺寸小于等效功率而非常适合于橇概念。这些压缩机以较低的安装成本和项目循环时间的缩短,提供了与传统长冲程低速机相同的可靠性和功能。
有一些定义是必要的。某些制造商提供短冲程的往复式压缩机设计,一般在 76 至 229 毫米(3 至 9 英寸)范围内,转速从 750 至 1,800 rpm 不等(被称为“高速”压缩机,即转速较高的较小机器)。这些机器的额定活塞杆载荷范围为 22 kN 至 445 kN 以上(5,000 lbf 至 100,000 lbf 以上)。对于上游和中游的天然气市场,它们通常由以天然气为燃料的发动机驱动,并装备有气体压缩橇。这些制造商为下游工艺市场提供的是这些高速压缩机的“中速”版本。降低转速以提供下游用户所需的可靠性。转速降低到压缩机额定转速的 50% 到 60%,或者通常在 600 到 1,000 rpm 的范围内。这一缩减完成了两件事:1) 减少压缩机气阀开启和关闭循环的次数,从而有利于延长压缩机气阀寿命;2) 降低活塞速度,从而延长活塞杆填料、活塞环和承磨环的寿命。
这并不意味着在额定转速下运行的短冲程往复式压缩机可靠性差。上游和中游市场对可靠性的要求与下游不同。通常用于上游和中游市场的天然气引擎驱动机需要非常定期的预防性维护,这要求关闭发动机。大约每三个月(大约每 2,200 小时,因制造商而异),就必须更换发动机润滑油和火花丝堵。这提供了例如更换泄漏填料或故障压缩机气阀的机会。因此,每隔 2,200 小时,就有机会在发动机关闭时对压缩机进行一些小的维护。在每台发动机停机时,压缩机并不总是有需要维修或更换的东西,只是机会的存在,从而使压缩机设计更“积极”。它的积极意义在于,转速和活塞速度都可被推动至更高,从而减小机器和橇的尺寸和成本。
定期关闭压缩机对于工艺用户来说并不典型,也不是他们所希望的。驱动机始终是无需维护的电动机,因此无需定期停机。标准的炼油厂需要一台往复式压缩机连续不间断地运行三年(约 26,000 小时)。当然,将以天然气为燃料的发动机作为驱动机是不可能的。因此,必须重新配置“积极”的上游压缩机设计,使其适合下游流程应用并提供所需的可靠性。主要的改进是以上述降低的转速应用压缩机。
目前上游和中游市场使用的最先进的高速压缩机的最高活塞速度范围为 5.0 至 6.0 米/秒(1,000 至 1,200 fpm)。在此活塞速度中,活塞环和承磨环的寿命通常为 12,000 小时或更长,活塞杆填料通常必须先更换。值得注意的是,许多因素都会影响往复式压缩机磨损部件的可实现寿命,其中最大的影响因素是气流(夹带固体和液体)的清洁度和温度。如果气体非常干净且温度保守,在几乎任何转速或活塞速度下运行的任何往复式压缩机都将更可靠。
无论冲程长度如何,通常在下游市场应用的往复式活塞速度范围为 3.6 至 4.3 米/秒(700 至 850 fpm)。这种更为保守的活塞速度可使活塞环、承磨环和活塞杆填料能够维持所需的至少 26,000 小时(三年)。
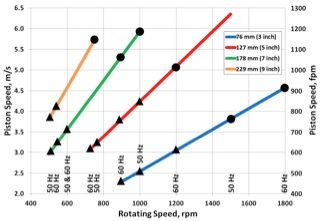
图 1 显示了在 0 赫兹和 60 赫兹电动机速度范围内,四种任意短冲程长度 76、127、178 和 229 毫米(3、5、7 和 9 英寸)的平均活塞速度。圆圈标记的是额定转速和活塞速度,三角形标记的是冲程和转速的组合,从而产生可用于工艺应用的活塞速度。工艺终端用户将从活塞速度的角度,找到以下(图 2)可接受的冲程和转速的特定组合。
工艺终端用户将从活塞速度的角度,找到以下(图 2)可接受的冲程和转速的特定组合。
| 行程 | 转速 | 活塞速度 | ||
|---|---|---|---|---|
| 毫米 | 英寸 | rpm | 米/秒 | fpm |
| 76 | 3 | 900 | 2.3 | 450 |
| 1000 | 2.5 | 500 | ||
| 1200 | 3.0 | 600 | ||
| 1500 | 3.8 | 750 | ||
| 127 | 5 | 720 | 3.0 | 600 |
| 750 | 3.2 | 625 | ||
| 900 | 3.8 | 750 | ||
| 1000 | 4.2 | 833 | ||
| 178 | 7 | 600 | 3.6 | 700 |
| 720 | 4.3 | 840 | ||
| 750 | 4.4 | 875 | ||
| 229 | 9 | 500 | 3.8 | 750 |
| 514 | 3.9 | 771 | ||
当然,这些冲程长度是任意的,并不针对任何制造商。图 1 和图 2 显示了如何降低转速以达到可接受的活塞速度,满足终端用户对可靠性的要求。
工艺旋转设备工程师在考虑中速往复式压缩机时通常会提出一个问题,即以 720 rpm(举例)运行的压缩机气阀如何能与以 327 rpm(同样是举例)运行的持续时间一样长。两者可以具有相同的活塞速度 — 327 rpm 的压缩机冲程可为 381 毫米(15 英寸),活塞速度为 4.2 米/秒 (818 fpm),而 720 rpm 的机器冲程为 171 毫米(6.75 英寸)。答案是,现代气阀技术和材料提供了这种机会。如今,短冲程高速压缩机中应用的许多压缩机气阀可达到 12,000 小时或更长的使用寿命,其升程(密封元件从关闭到打开的距离)为 2.6 毫米(0.102 英寸)。为了达到合理的能效,需要这种相对高的升程。当压缩机运行速度比额定速度低 40% 到 50%,并且升程降低(可能为 1.5 毫米,0.060 英寸),或者在使用氢气的情况下甚至更低时,气阀可以持续使用 26,000 小时。低升程通常会延长气阀寿命,但会降低效率。请注意,在本文中使用的效率与压缩一定体积气体所需的能量有关。
压缩机制造商减慢转速的缺点是压缩机不能加载到最大功率,因此该产品可能不像使用满载活塞速度和功率的产品那样具有商业吸引力。可以使用满载额定活塞杆载荷(扭矩),但不能使用功率。从某种意义上说,终端用户购买的这种压缩机可以以几乎相同的成本多压缩 50% 到 100% 的气体(具体取决于速度的降低)。但它将提供所需的可靠性。
即使存在这种商业劣势,橇装中速往复式压缩机仍能显著降低资本成本。首先,相同功率下裸机更小,因此成本更低 — 这是转速较高的结果。其次,压缩机橇是建在车间而不是现场,建在现场是长冲程低速砌块安装机器的典型特征。车间清洁有序,劳动成本更低,所需工时更少,恶劣的天气不会造成制造延迟。总安装成本的节约可高达 50%。
该市场也证明橇装短冲程中速往复式压缩机是成功的。美国的一家独立炼油商最近购买了两台 1,250 马力两拐 720 rpm 短冲程氢气回收压缩机,用于低硫汽油项目。作为超低硫柴油压缩机项目的一部分,这两台压缩机作为 2007 年安装的两台 2,500 马力四拐 720 rpm 氢气压缩机的补充。在这种低价的油气环境下,总安装成本的节约不容忽视,尤其是在可靠性不受影响的情况下。