适合下游应用的 21 世纪往复式压缩机

Ariel 公司,格雷格·菲利普
Hydrocarbon Engineering 发布
科技就像时间,不停前行。 想想过去 50 年间的技术进步。 先进的技术已将我们从穿孔卡一路带到了可以吞咽的医疗计算机。远程通信也从转盘拨号变成了手机。 大多数的进步都是让同样的事情有了更小巧、成本更低的解决方案。 这就引出了一个问题:为什么某些行业标准以及编写这些标准的人拒绝承认这些与 50 年前一样可靠但成本更低的成熟技术? 以往复式压缩机行业为例。
近 100 年来,下游油气行业(工艺)应用中使用的往复式压缩机一直是采用长冲程和低转速。 自 1964 年以来,由于美国石油学会标准 618“石油、化学和天然气工业服务用往复式压缩机”的支持,几乎所有的压缩机都是砌块式安装,并配备压缩机气缸缸套和冷却装置。
如今已有替代设计,以更低的资金成本提供与业内一致的可靠性。 有几家制造商提供的设计冲程较短,范围在 76 至 229 毫米(3 至 9 英寸)之间,转速从 600 至 1,000 rpm 不等。 此类现代设计一同被集成到完整的压缩系统模块中,通过缩短安装时间及连带成本来降低资本成本。 在这些现代设计中,有许多还省去了缸套和 API 标准 618 要求的冷却设备,进一步降低了成本。
很早的往复式压缩机的冲程有 914 毫米(36 英寸)或更长,转速在如今看来非常低,有 100 rpm 左右,且是由蒸汽机技术衍生而来。随着时间的推移,转速和平均活塞速度也随着活塞杆填料和活塞环密封技术的进步而不断增加。例如,很早的活塞杆填料被称为“填料盒”,因为它是围绕活塞杆的筒形腔填充(填塞)钢丝绳以形成密封。当时的“填料盒”就是从蒸汽机技术中衍生出来的。随着时间的推移,填料越来越复杂,发展成如今非常普遍的由各种金属和非金属材料制成的分体式填料环。
有终端用户要增加转速和活塞速度,因为这两者的增加都会降低资本成本。转速和活塞速度的增加缩小了设备的物理尺寸,从而减小了质量,并由此降低了成本。如今,绝大多数下游工艺往复式压缩机均由电动机驱动,转速越高,成本就越低。因此,转速增加会降低压缩机和驱动机的成本。
 图 1:现场施工中的大型砌块安装低速长冲程压缩机。
图 1:现场施工中的大型砌块安装低速长冲程压缩机。
 图 2:运行中的大型砌块安装低速长冲程压缩机。
图 2:运行中的大型砌块安装低速长冲程压缩机。
砌块式安装与橇装的对比
如图 1 和图 2 所示,典型的长冲程(305 至 508 毫米,12 至 20 英寸)低速(250 至 500 rpm)压缩机的物理尺寸适于在现场(砌块式安装)粘装,而不是在制造设施内形成一个成橇模块。如今炼油厂和石化设施内既有的往复式压缩机大都采用砌块式安装,即压缩机裸机在工厂制成,以组装或散件的方式(视尺寸和运送限制而定)运至安装地点,然后安装在一个大块的混凝土基础上(即“砌块”,请参见图 1)。然后再安装所有的支持系统,如缓冲罐、隔板、工艺和公用工程管道、润滑系统、驱动机、联轴器、仪表和控制系统。长冲程低速压缩机适合这种安装方式,因为它们通常非常大且重。
现代的短冲程中速压缩机适于橇装(如图 3 所示),因为它们在流量相同的情况下更小、更轻。压缩机橇是一整套气体压缩系统模块,将压缩机连同其驱动机、联轴器、所有工艺气和公用工程管道、润滑系统以及所有仪表和控制系统都安装到一个结构钢橇体上。该橇体不仅作为安装上述所有设备的一个平台,在许多情况下,也充当压缩机的基座。
 图 3:成橇式中速短冲程压缩机。
图 3:成橇式中速短冲程压缩机。
有缸套对比无缸套
API 标准 618 要求压缩机气缸有缸套。从根本上讲,提供缸套只是出于商业上的考虑。 缸套并非压缩机气缸完成气体压缩所必需的零部件。 可使用缸套的原因包括:
- 在压缩机气缸组件中,缸套算是一种成本较低的可更换磨损元件,相对于更换缸套的成本和前置时间,仅更换气缸体就价格不匪且需更长的前置时间。
- 在气缸体采用了不耐磨损材料的情况下,缸套就要采用灰铸铁等合适的耐磨材料。例如,API 618 要求用于铸造球墨铸铁气缸体的材料,在 ASTM A395《高温用铁素体球墨铸铁受压铸件标准规范》中就不合适。ASTM A395 正是一种非常不适合用于承受摩擦磨损应用的材料,比如活塞和活塞环所在的气缸内壁,或承磨环和活塞环与之摩擦的情况。务必要注意保护 A395 球墨铸铁材料,而缸套是唯一的实现方式。
- 使用缸套可非常轻松地更改气缸内壁直径。
短冲程气缸中未使用缸套的主要原因之一,就是缸套对于气缸流量能力的影响。这是一个可导致重大商业损害的技术问题。下方图 4 中的图表有助于理解。
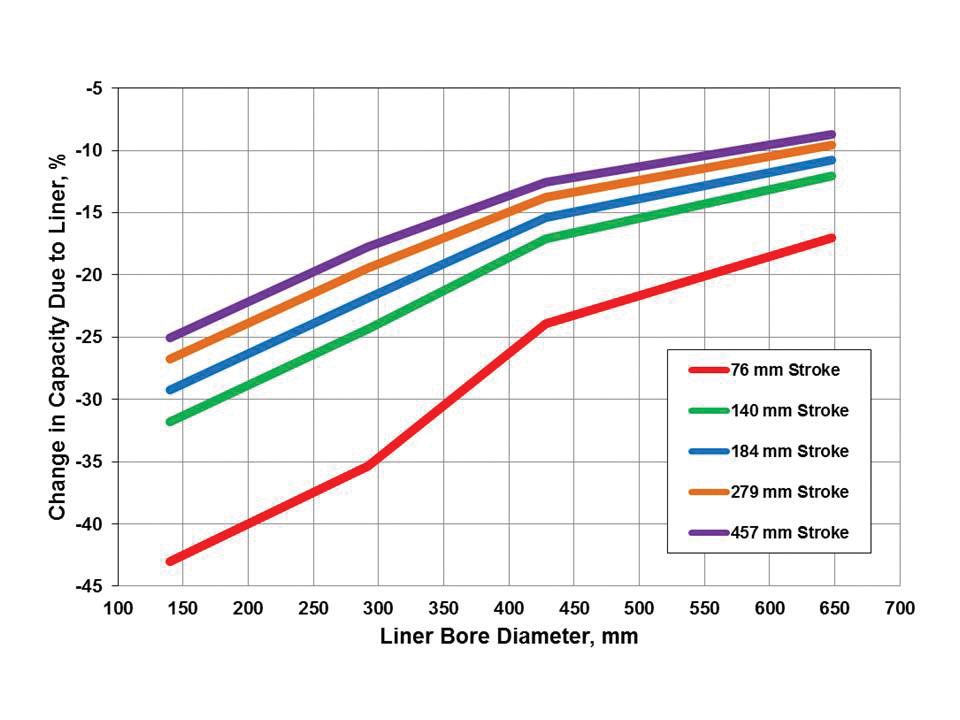 图 4:图表所示为因添加缸套而导致的流量能力更改。
图 4:图表所示为因添加缸套而导致的流量能力更改。
缸套会增加固定余隙,从而减少流量。 这种流量在短冲程气缸中可能尤其明显。 添加缸套还减少了活塞工作体积位移,再加上额外的固定余隙的影响,会导致气缸流量能力显著降低。 图 4 中的图表同时将这两者纳入考虑范围。以 300 毫米缸套内壁直径(11.8 英寸,水平轴向为“300”)为例。实际上这是一个 325 毫米(12.8 英寸)直径内壁气缸,且安装了一个 12.5 毫米(0.5 英寸)厚的缸套。已从 325 毫米内径气缸降为 300 毫米内壁气缸的流量能力。而且,添加缸套还增加了固定余隙容积,从而降低了容积效率,进一步降低了流量能力。以 300 毫米缸套内径为例,76 毫米(3 英寸)冲程的这种流量能力降低了 35% 左右。对于 457 毫米(18 英寸)冲程约 17% 的减少量,也是不容忽视的。此图表假定压缩比为 2.5,气体绝热指数为 1.4。根据 API 标准 618 准则,假定缸套厚度为 9.5 毫米(0.375 英寸),缸套内壁不超过 254 毫米(10 英寸);12.5 毫米(0.500 英寸)254 毫米内壁(10 英寸)及更大。
对于给定的必需压缩机流量,添加缸套即需要如图表所示百分比的更大压缩机。还是以 300 毫米为例,如果配备缸套,76 毫米冲程压缩机必须再大 35% 左右。所以说,终端用户要买一部大上 35% 左右的压缩机,只是为了让它能装配带缸套的气缸。
缸套确实是保护 A395 球墨铸铁不受磨损的一种方法,但也有其它方法。另一种可能性是硬化无缸套气缸内壁,以改善其耐磨损特性。而采用离子渗氮热处理工艺也是一种成熟的石化方法。篇幅所限,本文无法对此工艺进行完整的讲解。只需知道,它会让 A395 球墨铸铁表面有 55 的洛氏硬度。它提供了相当大的硬化层深度,0.15 毫米(0.006 英寸)深度仍有大约 30 的洛氏硬度。
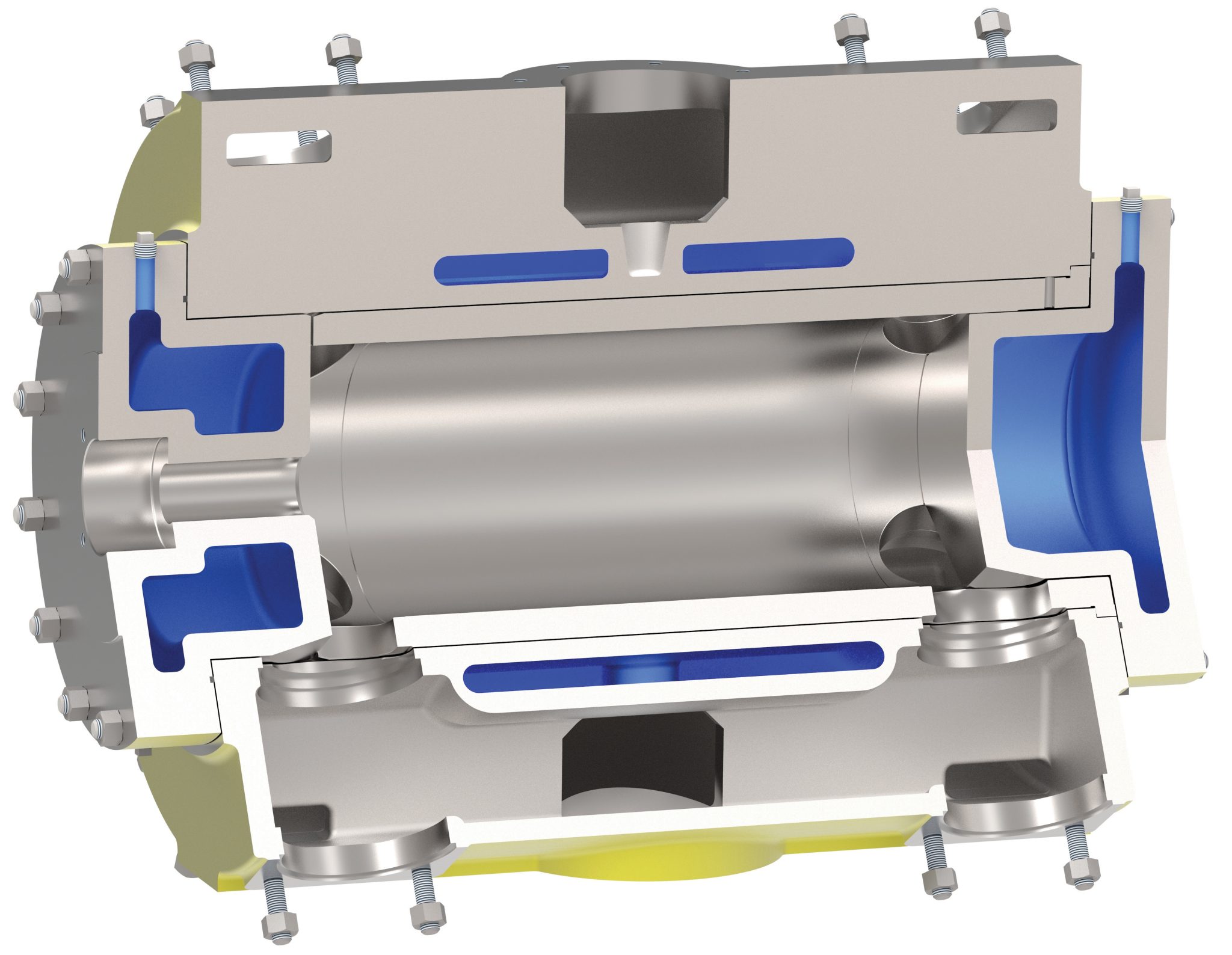 图 5:带缸套和冷却夹套的气缸体图样。
图 5:带缸套和冷却夹套的气缸体图样。
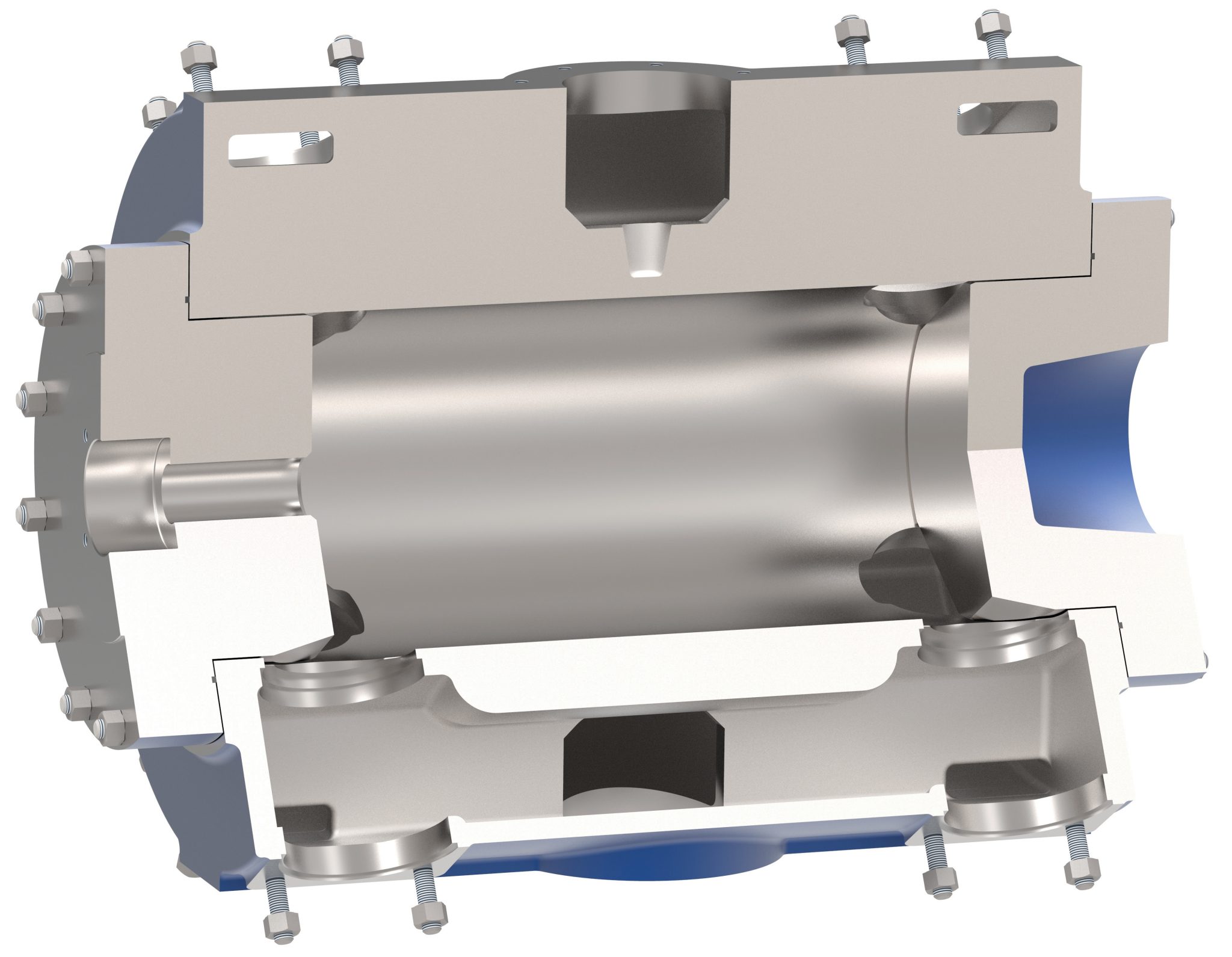 图 6:无缸套或冷却夹套的气缸体图样。
图 6:无缸套或冷却夹套的气缸体图样。
有冷却与无冷却的对比
API 标准 618 还要求压缩机气缸要有冷却装置。图 5 是带缸套和冷却夹套的气缸,图 6 是不带缸套或冷却夹套的气缸。与缸套一样,压缩机气缸完成气体压缩并没必要冷却。
API 标准 618 提到了一个冷却装置可能有益的实例。原文是“当气缸长时间空载操作时”。 也就是说在缸头和曲柄端同时双双停用的情况下,才可能需要或有利于双作用气缸的运行。 该标准要求,在气缸可能需要完全空载运行的情况下,则要使用强制液体冷却剂系统。 确实,冷却系统在某些情况下可能有能力充分去除气体冲入和冲出缸头和曲柄端压缩室时产生的的寄生热,以允许“长时间空载运行”。 并不是说每一个采用强制液态冷却剂的压缩机气缸都可以长时间空载运行,因为冷却系统可能无法充分去除寄生热,有可能会造成活塞环、承磨环和压缩机气阀的过早磨损或故障。
讨论冷却要求时,终端用户和制造商通常都会谈到使用冷却夹套作为加热器的必要性。 冷却夹套将用于在启动前加热气缸,以避免液体从气流中冷凝出来(热饱和气体接触冷金属),并在压缩机启动时对压缩机气阀或其他部件造成损坏。 虽然确实如此,而且这可能也是使用带冷却(加热?)夹套的气缸的合理理由,但并不是每种应用都遇到此问题,而且这也并非在避免此情况发生情况下启动压缩机的唯一方法。
无冷却气缸在上游天然气行业成功使用了 50 年,在下游行业也有 20 年。此项技术的效用毋庸置疑,而且几乎每个向上游和中游市场提供往复式压缩机的制造商,都拥有采用无冷却气缸的产品型号,其中一款的发货量甚至已超过 150,000。
无冷却气缸技术给终端用户带来的好处包括:
- 无需购买气缸夹套水冷系统,因此降低了资本成本。
- 减少了运行和维护成本。无需运行或维护气缸夹套水冷系统。
- 压缩机气缸缸体质量更优。由于没有将铸件复杂化的冷却夹套,无冷却气缸体铸件明显质量更优。这也意味着降低了未来出现结构损坏的可能性。
结论
短冲程中速往复式压缩机采用代表着最新的无缸套无冷却压缩机气缸技术,是“适合下游应用的 21 世纪往复式压缩机”。此类压缩机占据了上游和中游油气行业的主导地位,并且越来越普遍,被下游广泛接受。
但也有许多下游终端用户一直不愿考虑短冲程高速压缩机,主要原因是担心可靠性。许多人很难理解高速往复式压缩机怎么可能拥有与低速型一样的可靠性,而这不仅可能,更在每天都得到印证。例如,两台 4.1 MW(5,500 马力)146 毫米(5.75 英寸)冲程 713 rpm 成橇压缩机,正运行于美国墨西哥湾沿岸地区某氢气站的一套氢气产品应用。两台压缩机都连续运行了 24,000 小时以上,计划在 32,000 小时进行大修。这正是利用所说的 21 世纪技术取得的成功。虽然往复式压缩机的基本设计在过去几年中没有太大变化,但制造、设计能力、非金属材料以及性能建模方面却变化极大。现代往复式压缩机能够在不影响可靠性的情况下实现更高的转速和活塞速度。套用美国某汽车制造商的一句广告语:“这些可不是你父亲的往复式压缩机”。