某氢气站内的无油润滑中速往复式压缩机
摘要:
2007 年,Air Liquide 决定为供应某南美炼油厂的一家氢气站购买并装配适用氢气与天然气加注服务的成橇、无油润滑中速压缩机。上述压缩机已稳定运营两年多。本案例分析将包括压缩机选型的描述和运行历史的相关细节。
1 — 简介
自 20 世纪 90 年代初以来;全球排放法规的出台导致氢气需求不断增加。这是因为许多脱硫工艺都离不开氢气。工业气体公司已在世界各地建造了许多氢气站,以满足炼油和石化行业的需求。
这些氢气站中使用的往复式压缩机大多是有油润滑、长冲程、慢速型。一方面是由于长久以来的偏好,另一方面则是因为这些才是最可靠压缩机的认知。应该注意的是,其他类型的往复式压缩机也在此类设施中得到了成功应用。包括垂直压缩机以及水平、短冲程、中速类型压缩机。
虽然有油润滑压缩机在此类设施中最为常见,但也有氢气站的设计或其部件无法承受气流中带油的情况。在这种情况下,就必须决定是使用带有下游凝聚(除油)系统的有油润滑压缩机,还是使用无油润滑(干式活塞)压缩机。
在确定是采用有油润滑还是无油润滑压缩机时,需要考虑的项目包括压缩机下游油品的影响、初始和生命周期成本以及要求的维护频率。因为磨损件材料成本较高,无油润滑压缩机的初始资本成本通常较高。无油润滑压缩机一般要求较有油润滑压缩机更为频繁的维护。
2007 年,Air Liquide 决定购买成橇、无油润滑、水平、对称平衡、短冲程中速往复式压缩机,为当时阿根廷坎帕纳在建的一处新氢气站提供天然气加注和氢气产品服务。
该氢气站于 2009 年 11 月投入运营。本文将介绍压缩机选型,简要描述其设计特点,并概述其运行历史。
2 - Air Liquide Campana
- 2.1 - 制氢机组
Air Liquide 在阿根廷布宜诺斯艾利斯的坎帕纳设立了一套新的氢气机组(蒸汽甲烷转化技术)。该机组向 Esso Petrolera Argentina 炼油厂供应用于生产汽油的氢气和蒸汽。
在此项目之前,Air Liquide 往往都会为此类设施购买垂直、慢速压缩机。而决定为坎帕纳项目采购中速短冲程压缩机是基于交货期、紧凑包装和资金成本的考虑。备件供应和类似应用的参考资料也是决定购买中速往复式压缩机的原因。
将无油润滑压缩机同时用于天然气供应和氢产品服务的决定,是基于不同的要求。主要是天然气加注服务要求使用无油润滑压缩机,以防止 Air Liquide 过程与工艺设备的润滑油污染。鉴于 Air Liquide 的客户要求,必须采用无油润滑型氢气压缩机。
 阿根廷布宜诺斯艾利斯坎帕纳
阿根廷布宜诺斯艾利斯坎帕纳
2.2 - 压缩机要求
2.2.1 - 天然气加注
P 吸气 (BarA) 11 P 排气 (BarA) 41 气体比重 0.5727 所需流量(Nm3/hr.,气体在标准状态下的流量立方米/小时) 6800 图 2 供气压缩要求
2.2.2 - 氢产品
P 吸气 (BarA) 28 P 排气 (BarA) 54 气体比重 0.0741 所需流量(Nm3/hr.,气体在标准状态下的流量立方米/小时) 15400 图 3 氢气压缩要求
3 - 压缩机选型
Air Liquide 为每项服务购买了两台 100% 流量、无油润滑、无冷却、短冲程、中速、电动机驱动往复式压缩机。(Air Liquide 通常会为其氢气站购买两个 100% 或三个 50% 的机组。)
以下是压缩机选型的简要说明以及每种计算得出性能的详细信息。
3.1 - 天然气加注
无油润滑、短冲程、中速、二级、两拐压缩机,由 500 kW、750 RPM 鼠笼式感应电机驱动。
气缸数据: 1 级 2 级 气缸内壁直径,毫米 358.78 244.48 气缸 MAWP,BarG 56.2 87.6 压缩机性能计算值
压缩级 1 2 计算得出的流量 Nm3/hr. 6876 6860 气体比重 (S.G.) 0.5727 0.5726 比热值 (“N”) cc 1.2864 吸气压力 (BarA) 11 21.72 吸气温度 (C) 37.1 40 排气压力 (BarA) 22.15 41 排气温度 (C) 96 96 3.2 - 氢产品
无油润滑、短冲程、中速、二级、两拐压缩机,由 500 kW、750 RPM 鼠笼式感应电机驱动。
气缸数据: 冲程 1 冲程 2 气缸内壁直径,毫米 244.48 244.48 气缸 MAWP,BarG 87.6 87.6 压缩级 1 计算得出的流量 Nm3/hr. 15503 气体比重 (S.G.) 0.0741 比热值 (“N”) 1.4047 吸气压力 (BarA) 28 吸气温度 (C) 45 排气压力 (BarA) 54 排气温度 (C) 119
4 - 压缩机设计特性
如前所述,两种服务的压缩机机架模型相同。除非另有说明,以下概述同时适用天然气加注和氢产品压缩机。
4.1 - 压缩机机架
- 型号 — JGT/2
- 压缩机冲程(毫米) — 114.3
- 活塞杆直径(毫米) — 50.8
- 额定转速 (RPM) - 1,500
- 工作速度 (RPM) - 744
- 平均活塞速度 (mps) - 2.8
- 额定活塞杆拉伸载荷 (kN) - 165
- (平均计算得出的活塞杆拉伸载荷分别为 119 kN 和 103 kN)
- API-618“C”型中体
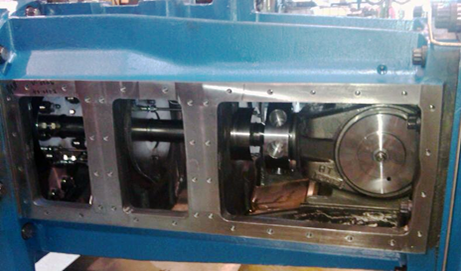 图 4:API-618“C”型中体
图 4:API-618“C”型中体
4.2 - 气缸体
- 材料 — ASTM A395 球墨铸铁
- 无冷却
- 无缸套 — 离子氮化硬化至约 57 Rc.
- 表面光洁度 — 0.15 微米
4.3 - 活塞和杆总成
- 活塞材料 — ASTM A48 Class 30 灰铸铁(2 件)
- 活塞杆材料 — 低合金碳钢,带碳化钨涂层
- 表面光洁度 — 0.2 微米
- 活塞承磨环
- 1 件,斜切口
- 压力平衡
- 0.035 N/mm2 承磨环载荷
- 无油服务专用聚合物合金
- 活塞环
- 1 件斜切口
- 无油服务专用聚合物合金
 图 5:NL 活塞总成
图 5:NL 活塞总成
4.4 - 填料
水冷式填料盒 - 碳钢,氮气吹扫填料,切割和未切割填料环组合,无油服务专用聚合物合金,中间填料和刮油环填料组(包括缓冲填料环)。
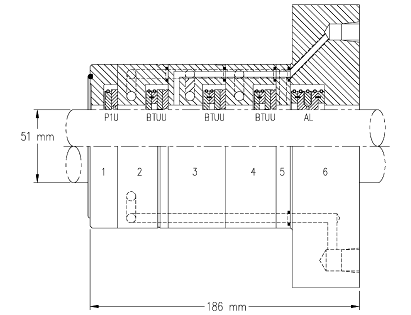 图 6:压力填料盒
图 6:压力填料盒
4.5 - 气阀
- 天然气加注压缩机
- 非金属板阀
- 2.59 毫米升程
- 氢气压缩机
- 非金属同心环阀
- 0.99 毫米升程
- 专为无油润滑服务而设计
- 缸头端气阀减压式吸气阀卸荷器。
- 用于监测排气阀温度的热电偶。
- 天然气加注压缩机
5 - 操作历史
压缩机轮流运行;一般每 6 个月换一次机组。天然气压缩机按 100% 流量运行;氢气压缩机按 50% 负荷运行。
截至 2012 年 3 月 — 该设备总计运行时长已达 18,000 小时左右。各压缩机的运行时间如下:
- 天然气加注
- 机组 1 - 12,086 小时
- 机组 2 - 6,726 小时
- 氢气
- 机组 1 - 9,202 小时
- 机组 2 - 9,334 小时
5.1 - 检查结果
对其中两台压缩机进行了检查:一台氢气和一台天然气加注压缩机。检查时每台设备的运行时长约为 9,300 小时。
5.1.1 - 传动结构
检查了两台压缩机的传动结构,所有余隙都在规定公差范围内。
 图 7:运行 9,300 小时后的坎帕纳氢气压缩机活塞。
图 7:运行 9,300 小时后的坎帕纳氢气压缩机活塞。
5.1.2 - 气缸检查结果
对每个气缸都进行了目视和尺寸检查。上述检查的摘要如下:
- 活塞和活塞杆总成
- 活塞杆(标称尺寸 – 50.8 毫米)
检查活塞杆有无损坏和磨损。杆直径(按图 8 测量)均在可接受范围内;50.76 至 50.78 毫米。所有活塞杆都已清洁并重新安装,无需修复。
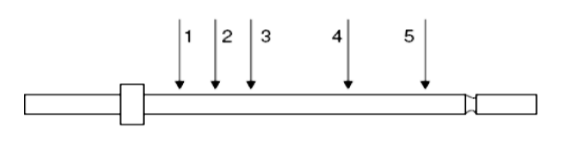 图 8:活塞杆检查点
图 8:活塞杆检查点
活塞
已检查活塞环环槽和承磨环环槽。所有凹槽宽度和深度都在新公差范围内。
活塞环和承磨环
活塞环和承磨环径向厚度、侧向间隙和搭口间隙均已测量。均呈正常磨损状态。氢气压缩机活塞环 (PR) 和承磨环 (WB) 的测量值,以及新的替换环和承磨环的测量值均呈现于图 9 中。
气缸内壁尺寸
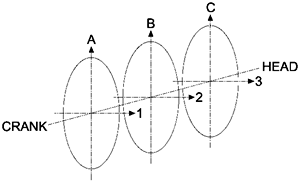 图 10:气缸内壁测量点
图 10:气缸内壁测量点
| 尺寸(毫米) | 气缸 1 | 气缸 2 | 新尺寸 |
|---|---|---|---|
| WB 径向厚度 | 8.8-9.2 | 8.8-9.2 | 9.6 |
| WB 宽度 | 40.8 | 40.8 | 40.8 |
| WB 搭口间隙 | 10.5 | 10.5 | 7.0 |
| PR 径向厚度 | 9.3 | 9.3 | 9.3 |
| PR 宽度 | 11.5-11.9 | 11.5-11.9 | 12.9 |
| PR 搭口间隙 | 8.0 | 8.0 | 8.0 |
图 9 活塞环和承磨环测量值
人们普遍认为,关键的服务设备(尤其无油润滑型)需要冷却气缸。如前所述,这些中速压缩机是非冷却气缸。图 9 所示的活塞环磨损和承磨环尺寸均在制造商的可接受范围内。这些环和承磨环本可以重新安装。但由于有备用活塞环和承磨环,所以决定直接更换。
| 尺寸(毫米) | NG 加注 1 级 | NG 加注 2 级 | 氢气气缸 1 | 氢气气缸 2 |
|---|---|---|---|---|
| A | 358.80 | 244.52 | 244.05 | 244.05 |
| 1 | 358.78 | 244.50 | 244.00 | 244.02 |
| B | 358.90 | 244.89 | 244.09 | 244.10 |
| 2 | 358.84 | 244.97 | 244.05 | 244.11 |
| C | 358.78 | 244.51 | 244.11 | 244.11 |
| 3 | 358.78 | 244.52 | 244.05 | 244.11 |
图 11 检查过程中记录的气缸内壁直径
填料环
填料环呈正常磨损。但其中一个氢气压缩机填料盒中有一些损坏的弹簧和填料环(参见图 12)。所有填料盒均经过清理,且将填料环替换为相同材料的环。
 图 12:填料环组 — 可见损坏的弹簧和填料环。
图 12:填料环组 — 可见损坏的弹簧和填料环。
气阀
鉴于中速往复式压缩机的转速,与长冲程、慢速压缩机的开闭次数相比,业界普遍关注的是压缩机气阀的开闭次数。这种情况下,压缩机气阀以每分钟 744 次的速度循环。检查了两个机组的气阀,所有气阀都看起来状态良好。两个压缩机都重新安装了气阀。Air Liquide 计划在 16,000 小时检查时更换气阀。
6 - 结论
中速压缩机在阿根廷 Air Liquide 氢气站的氢气和天然气加注服务方面表现良好。运行 9,300 小时后,对四台压缩机中的两台进行了检查,气缸磨损件(活塞内饰、填料和非金属气阀部件)显示磨损很小或没有磨损。可归结的原因很多,包括压缩机吸气处的气体清洁、干燥,磨损件的材料选择,保守的设计和应用,以及降低的活塞速度。
简单来说,活塞速度会影响“摩擦零部件”。虽然此类应用的转速高于“正常”,但坎帕纳安装的短冲程中速压缩机的活塞速度仍非常保守。低活塞速度对于磨损零部件的使用寿命有非常积极的影响。
虽然这些气缸中气阀的循环频率要高于业内的“典型”值,但我们发现这些气阀的状态非常好,所以重新安装继续使用。
请务必注意,本文详细介绍的中速压缩机采用的是无冷却、无缸套气缸。业界普遍认为,气缸冷却和缸套是成功运行的必要条件,尤其是在那些需要无油润滑压缩机的应用中。但正如本文所述的检查结果所示,还有一种适合此类应用的替代设计。
通过保守的设计和应用,以及合适的材料选择和成橇设计,中速往复式压缩机非常适合用于氢气站等重要服务。
7 - 参考资料
- Google Maps – 阿根廷坎帕纳地图
- 本文中所载尺寸数据来自 2011 年 6 月 22 日和 2011 年 12 月 27 日的 Air Liquide 检查/维护报告。
致谢
- 笔者在此对以下人员给予本文的宝贵贡献表示感谢:
- 蒂埃里·奥特先生 - E&C 项目总监 - Air Liquide Engineering and Construction
- 吉列尔莫·蒂尔先生 – 首席维护工程师 – Air Liquide Argentina, SA
- 马塞洛·勒德斯玛先生 – 技术服务工程师 – Hoerbiger Argentina, SA
- 格雷格·菲利普先生 – 工艺管理与销售总监 — Ariel 公司
“Non-lubricated Moderate Speed Reciprocating Compressors in a Hydrogen Plant”(某氢气站中的无油润滑中速往复式压缩机)由本·威廉姆斯在德国杜塞尔多夫撰写并在 2012 年欧洲往复式压缩机论坛上发表。威廉姆斯为 Ariel 公司工艺应用与客户部经理。